
Options for Large Consumers of Nitrogen, Oxygen, or Argon
Atmospheric gases (nitrogen, oxygen, argon) are produced using a process known as air separation. Air separation plants are typically referred to as air separation units, or ASUs.
Cryogenic air separation is capable of producing large quantities of high purity gas and/or liquid phase product, which is then easily stored, transported or used.
Our sister company, Taiyo Nippon Sanso, recently added a new model, the GNS3000, to its line of standard cryogenic nitrogen generation units. The GNS Series offers a wide range of production rates and because of its standardized design, ultra-short delivery times are possible.
For details, please refer to the Taiyo Nippon Sanso Product Information page:
Non-cryogenic air separation is conducted near ambient temperature, so the product, oxygen or nitrogen, is always gas phase. Production scale and purity in non-cryogenic air separation are not as high as the scale and purity attainable with cryogenic air separation.
Quick Comparison:
Cryogenic vs. non-cryogenic air separation
Generally, cryogenic air separation, regardless of scale, is the technology of choice. Non-cryogenic air separation is suitable only for small scale requirements, and is cost effective only in the smallest scale operation. A MATHESON representative can show you a comparison based on your actual projected requirements.
Oxygen or nitrogen produced by a cryogenic ASU is also more pure than the product of a non-cryogenic ASU. Oxygen purity can exceed 99.5%; nitrogen purity can exceed 99.99%. Argon can be produced only by cryogenic air separation.
Non-cryogenic air separation methods require less capital investment, operate in a smaller footprint, and are less complex. However, non-cryogenic methods typically are not practical above 500 TPD.
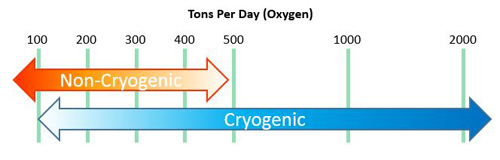
Cryogenic ASUs become cost effective (versus non-cryogenic ASUs) at the level of about 200-300 tons per day (TPD) oxygen; and are most efficient above 500 to over 2,000 TPD. They are also more reliable.
Cryogenic Air Separation Expertise
MATHESON, together with parent company Nippon Sanso Holdings Corporation, offers over 75 years of globally-recognized leadership in ASU design, fabrication, and operation.

The heart of an ASU is the cold box tower where the separation takes place. Our cold box design and engineering are recognized for technical leadership and energy efficiency.
More than just a cold box, a functioning ASU includes a complex system of controls, gas flow, liquid flow, and cryogenic storage. In addition to the ASUs we’ve built for our own use, we’ve built over 100 large scale ASUs in over 10 different countries.
Supply Options
By Truck: Bulk delivery of liquid oxygen, nitrogen, or argon.
MATHESON can install cryogenic storage vessels on you site, and our fleet of tanker trucks can deliver liquid phase gas products. Logistics and vessel telemetry options ensure against run-outs.
Produced Onsite: Production and storage of oxygen, nitrogen, and/or argon.
MATHESON can work with you to determine your requirements, and then design, build, operate, and maintain a suitably configured ASU (and storage vessel(s)) on your site.
Pipeline Supply: Delivery of gas phase oxygen or nitrogen.
A nearby MATHESON ASU can supply gas phase oxygen or nitrogen to your site by pipeline.
Cryogenic Air Separation
Large scale cryogenic air separation units (ASUs) address the highest rate of demand for oxygen, nitrogen, and/or argon.

Cryogenic ASUs produce large amounts of high purity oxygen, nitrogen, and argon by separating the air around us. Cryogenic ASUs can produce 100 to over 5,000 tons per day (TPD) oxygen. The reliability of cryogenic ASU technology is very high, uptime typically exceeds 99%.
Cryogenic air separation is energy intensive, consuming electricity (typically utility-supplied) to achieve and maintain the temperatures required for the process. The process is something of a balancing act, with higher output purity coming at the cost of higher energy consumption. Conversely, the process can be adjusted to operate at higher energy efficiency, albeit at reduced purity.
MATHESON ASUs are monitored and controlled remotely in our central Remote Operations Center, all day, every day, 24/7/365. MATHESON professionals control the operation of the ASUs, and are able to communicate with onsite staff when required.
How Cryogenic ASUs Work
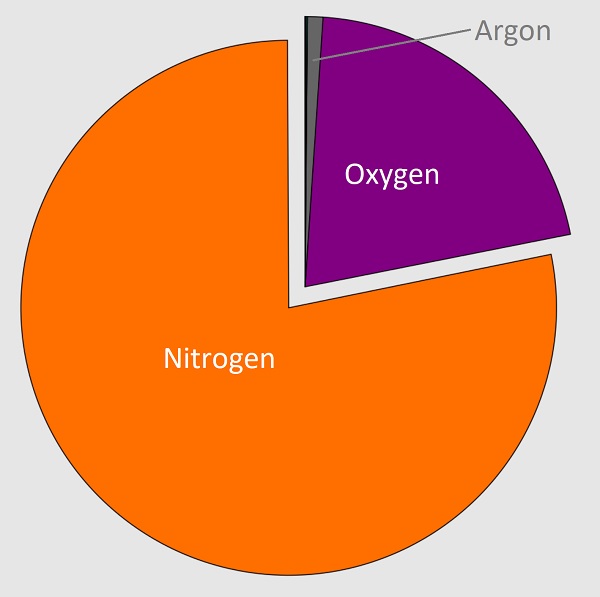
Data published by NASA tell us that the Earth’s atmosphere is comprised of:
- Nitrogen — 78 percent
- Oxygen — 21 percent
- Argon — 0.93 percent
- Other Gases — < 0.1 percent
Accordingly, nitrogen, oxygen, and argon are referred to as “atmospheric gases.”
In large industrial air separation plants atmospheric air is filtered, compressed, and cooled. The contaminants (primarily moisture, carbon dioxide and heavy hydrocarbons) are removed and are either frozen out in a reversing heat exchanger or absorbed by a molecular sieve. The air is then separated in a four column system.
The columns are trayed distillation columns with vapor rising through holes in the trays as liquid travels across them, and then down to the next tray. As the vapor rises, it contains a higher percentage of nitrogen, which is the lower boiling point constituent. As the liquid descends the column, it becomes richer in the higher boiling point constituents of air: oxygen and argon.
The first column produces nearly pure (99.9999%) nitrogen vapor, and oxygen rich (40%) liquid. The second column produces nearly pure oxygen liquid at the bottom, and nearly pure nitrogen vapor at the top. A side stream which is rich in argon is removed from the second column. The sidestream is removed at a point where the vapor rising through the trays is about 7 – 15% argon, with the balance being oxygen.
This stream is then distilled in a third column which produces a product stream which is about 98% argon and 2% oxygen. The remaining oxygen is removed in a catalytic oxidizer; then any trace amounts of nitrogen are removed in a fourth distillation column.
In plants which are designed to produce large amounts of cryogenic liquids, a freestanding nitrogen liquefier is usually used to liquefy the nitrogen vapor produced off of the distillation columns. This liquefier consists of a large compressor and a pair of matched expansion turbines which drive booster compressors. Nitrogen is circulated and compressed by the compressor, and then by the booster compressors. The heat of compression is removed in heat exchangers by cooling water. The high pressure nitrogen is then expanded through the turbines which remove energy from the high pressure stream by driving the booster compressors. This lowers the nitrogen to its liquefaction temperature.
The plant is designed to be operated by a single operator from the main control room which looks over the facility. A distributed control system collects process data throughout the plant and sends the information via coaxial cable to the control room. There, the information is displayed on an operator interface consisting of monitors and keyboards where the operator can monitor, control, and optimize the process.
Local customers including hospitals, chemical, and food companies are served by liquid tank trucks. ASUs can also be built onsite at a customer location, directly addressing the customer needs for oxygen, nitrogen, or argon.
Non-Cryogenic Air Separation

Non-cryogenic air separation is suited for low-to-moderate demand for nitrogen or oxygen. While cryogenic air separation relies on the differences in boiling points of atmospheric gases, non-cryogenic air separation processes use physical property differences such as molecular size and mass. Non-cryogenic air separation is performed at near-ambient temperature and pressure.
The output product is gas phase and would require liquefaction to be stored or transported in liquid phase.
The technologies used for non-cryogenic air separation, Pressure Swing Adsorption (PSA, oxygen or nitrogen), Vacuum-Pressure Swing Adsorption (VPSA, oxygen), and Membrane Separation (nitrogen), lend themselves to faster (and lower cost) construction, a more compact installation footprint, and rapid startup. However, these non-cryogenic technologies require more post-separation purification compared to cryogenic ASUs, particularly for oxygen, which may contain close to 5% argon.